
Cómo saber si existe comunicación PLC y HMI en TIA Portal. Ver comunicación de PLC si está habilitada y se pueden leer variables de la HMI. Podemos hacer un código en el programa y comprobar si la pantalla está comunicando y puede enviar y recibir información.
Tenemos un proyecto TIA Portal con PLC HMI y, ¿ahora qué?
En primer lugar, cuando montamos un proyecto con PLC y HMI no pensamos en que, en algún momento, se puede perder la comunicación entre ambos. Ciertamente, un cable mal puesto, una mala conexión, etc. puede hacer que la HMI pierda conexión con el PLC.
1. ¿Para qué queremos saber si existe comunicación PLC y HMI ?
2. ¿Qué se necesita para saber si hay comunicación de PLC ?
3. Definir variable en PLC HMI y mejorar la comunicación.
4. Cuál es el objetivo de la coordinación entre autómata y pantalla.
¿Para qué queremos saber si existe comunicación PLC y HMI ?
Cuando tenemos una pantalla en la instalación es porque necesitamos mostrar datos y variables hacia el exterior. Es una forma de dar a conocer datos del programa sin necesidad de conectarse con el ordenador. Por ejemplo, conocer estado de las salidas del PLC, de variables o de las entradas del PLC como se muestra en siguiente figura.

Mientras la conexión es perfecta entre el PLC y la HMI, en esa pantalla se mostrarán las entradas si están activadas o no. Pero, si se pierde la comunicación con el autómata o PLC, no veremos si realmente la entrada está activada o no, ya que el PLC no responde.
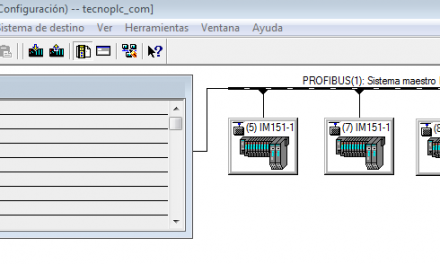
Un ejemplo claro de comunicación entre PLC y HMI te lo muestro en otro artículo donde te hablo de un proyecto con una pantalla que se comunica mediante Profibus al PLC. No pierdas detalle, estúdialo un poco y verás otro tipo de conexiones en TIA Portal:
¿Qué se necesita para saber si hay comunicación de PLC ?
Una de las soluciones para conocer si existe comunicación PLC y HMI es utilizar un puntero de área de la HMI. En este puntero se guarda una dirección del PLC. En esta variable, habrá siempre un valor cuando exista comunicación, pero cuando no haya comunicación, el valor será 0. Por tanto, lo primero que debemos hacer es activar en la pantalla el puntero de “Coordinación”. Este lo encontraremos en el aparatado de conexiones.

Ciertamente, lo más importante al comenzar un proyecto en TIA Portal es verificar y configurar la dirección IP en Profinet cuando trabajamos con un PLC S7-1200 por ejemplo. Te explico paso a paso cómo tienes que rellenar esos parámetros en TIA Portal para conseguir una conexión perfecta:
Definir variable en PLC HMI y mejorar la conectividad.
El siguiente paso es definir una variable en el PLC que se asignará en la pantalla a ese puntero de coordinación. Para ello, crearemos un DB y definiremos una variable de tipo INT dentro del DB.

Ahora hay que enlazar esa variable al puntero de coordinación de la HMI. Para conseguirlo, arrastramos esta variable desde el proyecto del PLC ala pantalla de conexiones de la HMI, quedando definida la variable en la HMI también.
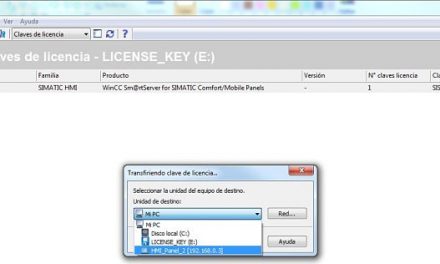
También debo recordarte que, en ocasiones TIA Portal falla. Es decir, puede que intentes buscar los dispositivos accesibles y TIA Portal no detecte tu PLC en la Red. No te preocupes, ya que, existe una alternativa para comprobar si tu PLC lo tienes conectado mediante el cable. Solo tienes que abrir una aplicación de tu Windows y buscar la IP de tu PLC. Es muy fácil si sigues los pasos que te explico en otro artículo, ya verás:

Cuál es el objetivo de la coordinación entre autómata y pantalla.
Por consiguiente, podemos conseguir averiguar en nuestro PLC en qué momento la pantalla ha dejado de comunicar. Por lo tanto, si sabemos que no hay comunicación podemos avisar al usuario de alguna manera de que la pantalla no está funcionando, ya que, aunque se pulse algún botón en la pantalla, esa información no se va a enviar al PLC. ¿Cómo lo avisamos? Evidentemente, desde la pantalla no lo podemos avisar, porque no hay comunicación. Se podría, por ejemplo, poner un piloto luminoso indicando el fallo de comunicación.
De todos modos, cuando se pierda la conexión entre PLC y HMI la variable de coordinación será “0” y, por tanto, podremos hacer una rutina en el PLC con una comparación con esa variable y el valor 0 y activar una alarma, por ejemplo, cuando el valor sea “0”. Esa alarma se podrá mostrar en la pantalla cuando se re establezca la comunicación, indicando que, en algún momento se ha perdido conexión entre PLC y HMI.
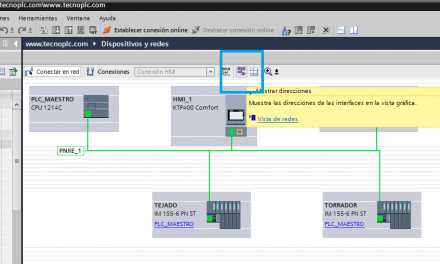
Finalmente, no olvides enlazar correctamente tu PLC y tu HMI dentro de la configuración de Redes en el proyecto TIA Portal. Como resultado, tendrás bien definida la Red Profinet. Es tan simple como hacer un clic y desplazar una línea del PLC a la HMI. Pero lo mejor es que lo veas, en otro artículo:
Por cierto, si puede ser, déjame un comentario y dime lo que piensas sobre el artículo: bueno o malo, si crees que le falta algo, si te ha ayudado, lo que sea. De esta manera, yo podré mejorarlo y nos servirá a todos. Te contestaré en menos de 24h. Muchas gracias.

Desarrollado y publicado por www.tecnoplc.com. Licencia Creative Commons 4.0.![]()
{kind=link}
Muy buena información, la pondré en práctica. Gracias.
Hola: Me alegra saber que te haya servido la información de comunicaciones en TIA. Un saludo.
Hola, no funciona como se dice en el articulo, la realidad es que cambia el valor del puntero entre 1 y 5. Cuando pierde la conexion se queda en uno de esos valores, el cero no aparece en ningun momento. Revisar por favor. Gracias
Hola. Lo que ocurre es que no lo tienes bien programado. Ese bit que asigna la HMI tú la tienes que resetear en el PLC y después la HMI debe leerla y se cambia a 1. Si desde el PLC se hace Reset y se queda siempre a 0 significa que la HMI no está funcionando y por tanto no está comunicando. Saludos.
Hola ¿tu sabes como puedo usar ese puntero dentro de un script vb en el hmi?
Has probado a arrastrar esa variable directamente hasta el script??